
VISIT OUR PRODUCTION SITE
SEE OUR MANUFACTURING PROCESSES
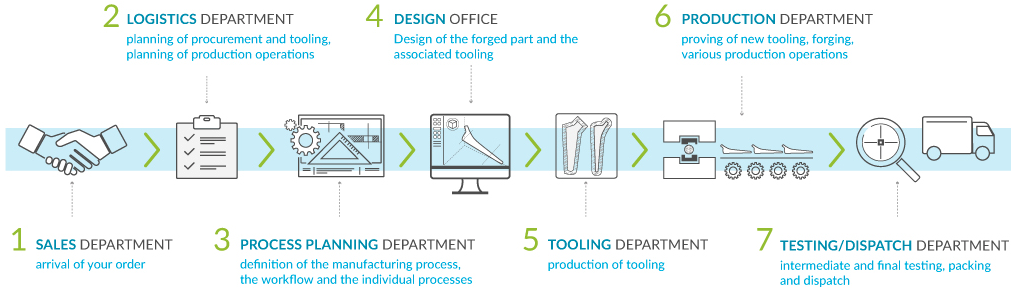
This diagram shows you the workflow of your order
Department : Design office – CAE
The heart of the system
The expertise concentrated in this department is where the company’s strengths are rooted (adaptation to small series, responsiveness of the process, top of the range quality of parts, continuous improvement and optimisation of your projects)
Department : Testing & dispatch
Our primary concern : the optimum quality of your prostheses
Final testing ensures irreproachable product quality and contributes to continuous production improvement.
Department : Process Planning
Organisation of the overall process
The Process Planning Department works closely with the sales, design, production, quality and testing departments. It has an in-depth knowledge of the process and the in-house production machines. It checks that we comply fully with your requirements.
Department : Tooling
A company within the company
FORGINAL medical only produces “custom-made” products and has no tools for “standard” parts. Each tool is for a single specific customer, and made precisely according to that customer’s drawings. We guarantee you absolute confidentiality and the ability to change your tools over time according to your requirements.
Department : Finishing
By hand
Although polishing is largely automated, hand polishing is required in some cases. This gives a surface condition and a visual appearance that are among the best on the market.
Department : Medical forging
The experience of our forging staff
Our forging staff have over 30 years’ experience in medical forging. They have a “good eye” and excellent precision of movement. They know how to “hammer” the parts at just the right moment, with just the right amount of power to ensure the material flows perfectly. Their know-how gives our customers the assurance of work well done and the speed of response they require for the production of their parts.
The medical production site is dedicated exclusively to the manufacture of medical implants
- It covers 29,000 m²
- The buildings and grounds are owned by FORGINAL medical’s shareholders
- The adjoining plots of land mean that FORGINAL medical can build future extensions without any restrictions
